

Modern industries are no longer focused only on performance; they are equally concerned with responsibility, efficiency, and long-term sustainability. Every sector that depends on engineered materials is now exploring ways to reduce waste while maintaining high standards of durability and reliability. This shift is not just a trend but a structural transformation in how materials are designed, reused, and reintegrated into production cycles.
At the center of this evolution are advanced carbon-based solutions, including Continua Birla Carbon, which represent a forward-thinking approach to material innovation and circular economy principles. These developments are reshaping how industries view waste, value recovery, and resource optimization in large-scale manufacturing systems.
From Linear Consumption to Circular Material Use
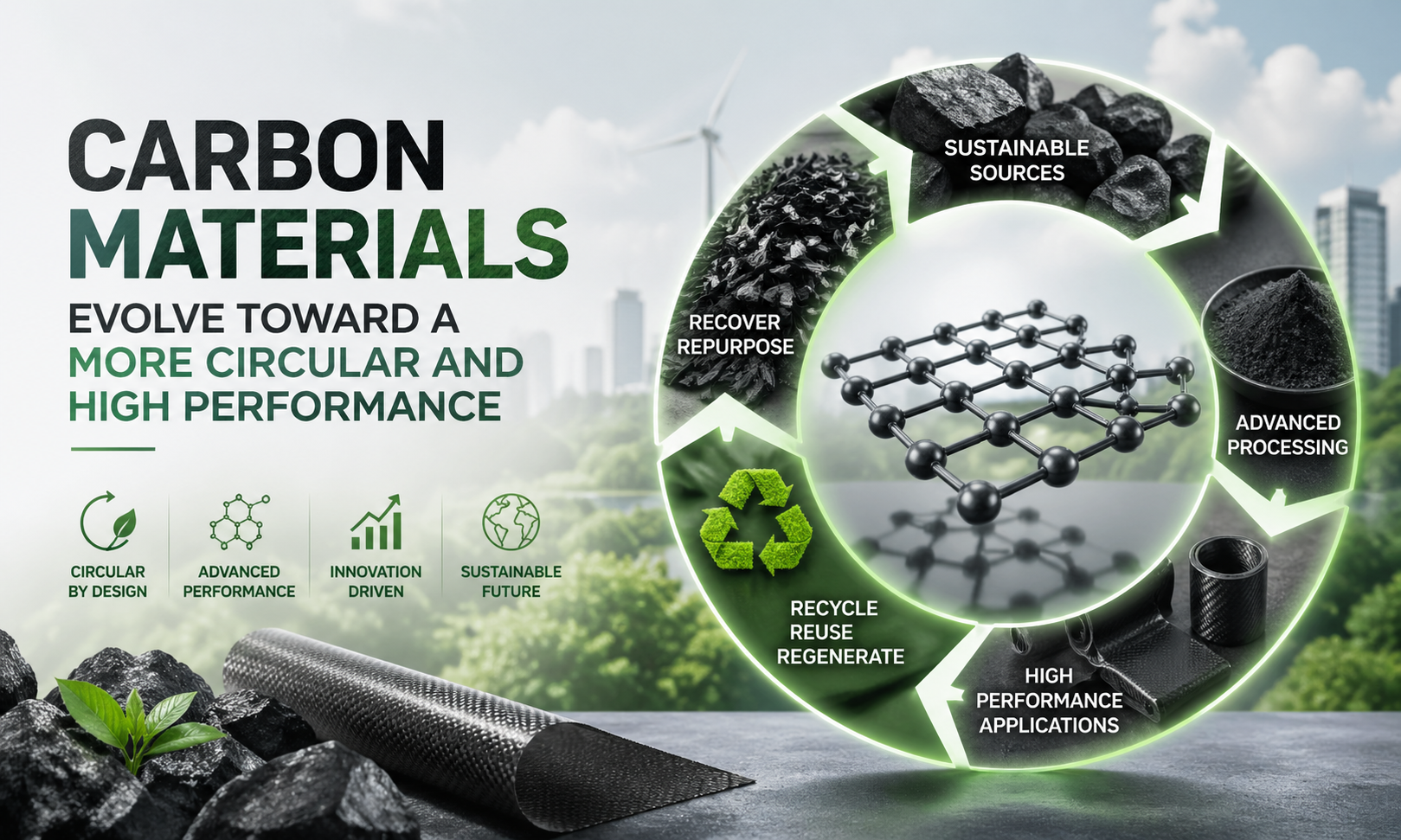
For decades, industrial production followed a simple linear model: extract, manufacture, use, and dispose. While effective in scaling global production, this approach created significant material waste and environmental pressure. Today, industries are actively moving toward circular systems where materials are recovered, processed, and reused in new applications.
This transformation is especially important in carbon-based industries, where materials play a crucial role in enhancing product performance. Instead of treating used materials as waste, companies are finding ways to reclaim their value and reintegrate them into production cycles. This shift not only reduces environmental impact but also improves resource efficiency across the supply chain.
The idea of circularity is not just theoretical; it is being applied in real-world manufacturing processes where recovered materials are being transformed into usable industrial inputs.
The Science Behind Recovered Carbon Materials
Material recovery is a highly technical process that requires precision, control, and advanced engineering. When industrial products reach the end of their life cycle, they still contain valuable carbon-based components that can be extracted and refined.
One such development is reclaimed carbon black, which is produced by processing used rubber materials and recovering carbon content for reuse. This process helps reduce dependency on virgin raw materials while maintaining performance standards required by modern industries.
The challenge lies in ensuring that the recovered material meets strict quality requirements. Through advanced purification and processing techniques, engineers are able to refine these materials so they can be reintroduced into manufacturing systems without compromising reliability or strength.
Expanding Applications in Modern Manufacturing
Recycled and recovered carbon materials are being used across a wide range of industries, each benefiting from their unique properties. In rubber manufacturing, they help improve durability and reduce production costs. In industrial coatings, they enhance performance while supporting sustainability goals.
One of the most interesting applications is in printing and electronics, where conductive materials are essential. Here, carbon black ink plays an important role in enabling functional printing technologies used in sensors, flexible electronics, and smart packaging solutions.
These applications demonstrate how carbon-based materials are no longer limited to traditional uses. Instead, they are becoming integral to next-generation technologies that require both conductivity and structural stability.
Innovation Driving Sustainable Material Systems
Sustainability in materials is no longer an optional goal; it is a core requirement for modern industries. Companies are investing heavily in research and development to create systems that reduce waste and improve lifecycle efficiency.
Innovation in this space focuses on three key areas: material recovery, performance enhancement, and process optimization. By improving how materials are processed and reused, industries can significantly reduce environmental impact while maintaining competitive performance standards.
Advanced technologies such as thermal recovery, chemical processing, and filtration systems are being used to extract valuable components from used materials. These innovations are helping industries move closer to fully circular production models.
Redefining Performance Through Sustainable Materials
One of the biggest misconceptions about recycled materials is that they compromise performance. However, modern advancements have shown that properly processed materials can meet or even exceed traditional performance benchmarks.
Recovered carbon materials are now engineered to deliver consistent quality, making them suitable for demanding industrial applications. This includes automotive components, industrial rubber products, and high-performance coatings.
The key lies in precise material engineering. By controlling particle size, purity levels, and structural consistency, manufacturers can ensure that recovered materials perform reliably in real-world conditions.
Industrial Benefits of Circular Carbon Solutions
The adoption of circular carbon systems offers multiple benefits for industries beyond environmental impact. One of the most significant advantages is cost efficiency. By reusing materials, manufacturers can reduce dependency on raw material extraction, which often involves high energy and production costs, especially in processes involving reclaimed carbon black.
Another important benefit is supply chain stability. Recovered materials help reduce pressure on global supply networks, ensuring more consistent availability of essential industrial inputs. This is particularly important in sectors that rely on uninterrupted production cycles.
Circular systems encourage innovation by forcing industries to rethink traditional manufacturing methods and explore more efficient alternatives.
The Future of Carbon-Based Innovation
The future of industrial materials lies in integration, combining performance, sustainability, and efficiency into a single system. Carbon-based materials are at the center of this transformation due to their versatility and wide range of applications.
Emerging technologies are expected to further enhance the quality and usability of recovered materials, making them even more competitive with traditional alternatives. Artificial intelligence, process automation, and advanced material modeling are likely to play a major role in this evolution.
As industries continue to prioritize sustainability, the demand for circular solutions will only increase, driving further innovation in this field.
Conclusion
The transformation of industrial materials is reshaping how industries operate, moving from traditional linear models toward more sustainable and efficient circular systems. From recovered carbon solutions to advanced conductive applications, innovation is creating new possibilities across multiple sectors, including developments in Continua Birla Carbon that support circular material advancement.
These developments highlight the importance of balancing performance with responsibility, ensuring that industrial progress does not come at the cost of environmental impact.
For industries seeking reliable expertise in advanced carbon solutions and sustainable material innovation, Birla Carbon continues to support global progress through forward-looking technologies and high-performance material systems designed for a more sustainable future.
